Ra 表面 粗 さ
マタタビ の 木 販売Ra(算術平均粗さ)|表面粗さを示す指標 - Hitopedia. Ra とは、算術平均粗さともいい、 表面粗さ を示すものでもっとも使われている指標である。. ra 表面 粗 さ粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線の方向にX軸を、縦倍率の方向Y軸を取り、粗さ曲線をy=f (x)で表した . ra 表面 粗 さ表面粗さ(Jis B 0601:1994, Jis B 0031:1994)より抜粋. ra 表面 粗 さ表面粗さの種類. 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)及び負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さ . 表面粗さ(表面性状)|面の状態を表す指標 - Hitopedia. Ra(算術平均粗さ)、Rz(最大高さ粗さ)、RzJIS(十点平均粗さ)などで表現される。 材質やその加工方法によって 表面粗さ の数値は大まかに予想でき、設計者及び加工者は意識しなければならない。. 簡単解説!表面粗さとは?面粗度・JIS新旧換算表・記号Ra・理論 . 表面粗さの単位は、Ra(算術平均粗さ)、Rz(最大高さ)、Rzjis(十点平均粗さ)の3つがあります。 一般的に使用されるのは Ra(算術平均粗さ)で、この3つの違いは数値の求め方にあります。. Ra、Pa、Wa 算術平均粗さ | 線粗さ(JIS B 0601)のパラメータ . 算術平均粗さ(Za)は、基準長さにおけるZ(x)絶対値の平均を表したものです。輪郭曲線が粗さ曲線の場合は、Raを従来からの用語である「算術平均粗さ」と呼び、輪郭曲線がうねり曲線の場合は、Waを「算術平均うねり」と呼びます。. かなり奥が深い!これだけは知っておきたい表面粗さ . ra 表面 粗 さ表面粗さは、正式には表面性状といい、「粗さ」と「うねり」に分けられます。 どの波長の表面性状が、部品の性能に影響を与えているかを把握し、粗さとうねりを分けることが重要です。 図面でよく使われるRaやRzはパラメータと呼びます。 パラメータごとに評価できる特徴が異なるので、評価したい特徴が何なのか、それに最適なパラメータが何なのか見極めるのが測定者の腕の見せどころです。 本記事では、表面性状パラメータの基礎について解説します。 表面性状のパラメータがどのように計算されるのかを理解して、良いモノづくりに役立てましょう。 なお、表面性状の基礎を知りたい場合には、「 【設計者必見】表面粗さの基礎。 これを知らないと設計できない。 」も併せて参考にしてください。 断面曲線とうねり曲線と粗さ曲線の違い. 表面粗さの新旧記号と書き方解説|金属加工総合メディア Mitsuri . ra 表面 粗 さ表面粗さのパラメータは、主に算術平均粗さのRaと、最大高さ粗さのRzが用いられています。 Ra. 引用元: 日進工具株式会社 各種表面粗さの求め方と三角記号. vr えろげ ー
vba 配列 インデックス が 有効 範囲 に ありません. ra 表面 粗 さRaは、【JIS B 0601:2013】で「算術平均粗さ」と呼ばれる、高さ方向のパラメータを表します。 【ISO 25178】では、Saと表記されています。 粗さ曲線とその平均値の直線で囲まれる面積を、長方形に平滑化したときの高さで平均化した値を取るため、全体的な面の評価に採用されています。. 表面粗さの代表的なパラメータ| ココが知りたい!形状測定 . 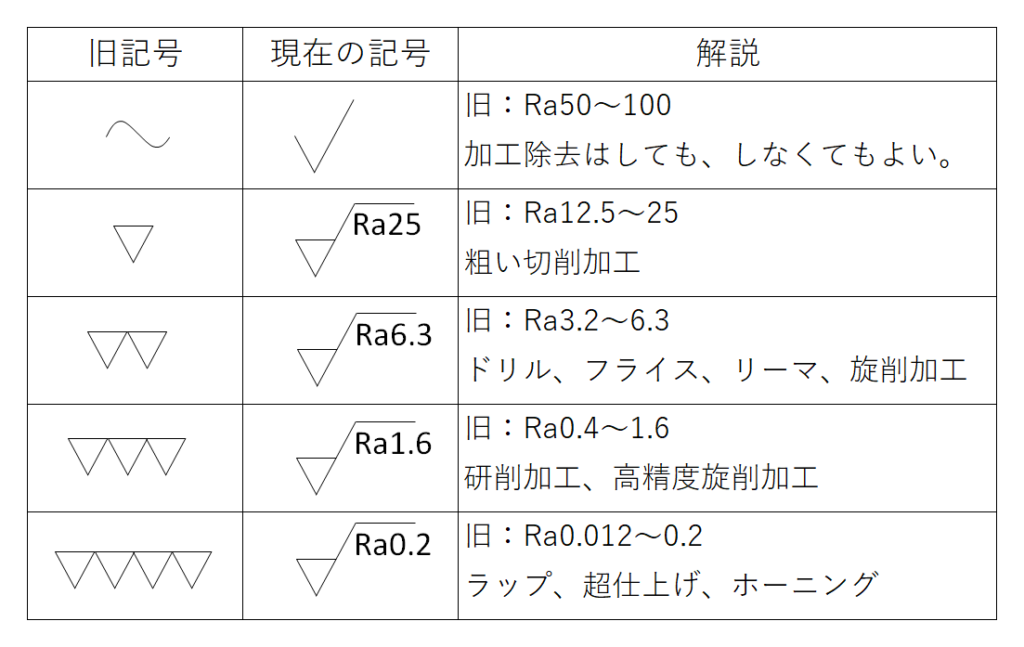
知 られ ざる 楽園表面粗さのパラメータは、主に算術平均粗さのRaと、最大高さ粗さのRzが用いられています。 Raは、【JIS B 0601:2013】で「算術平均粗さ」と呼ばれる、高さ方向のパラメータを表します。 【ISO 25178】では、Saと表記されています。 粗さ曲線とその平均値の直線で囲まれる面積を、長方形に平滑化したときの高さで平均化した値を取るため、全体的な面の評価に採用されています。 算術平均粗さは、粗さ曲線からその平均線の方向に基準長さLだけを抜き取り、抜き取り部分の平均線の方向にx軸を、縦倍率の方向にy軸を取り、粗さ曲線をy=f (x)で表したとき、求められた値をμmの単位で表したものが算術平均粗さになります。. 【図表で解説】表面粗さについて - 精密金属加工va/Ve技術ナビ. 表面粗さは表面性状のRaなどのパラメーターの後に数値を入れる表記になっています。 面性状のパラメーターはいくつもありますが切削加工ではRaとRzがよく使われます。 RaとRzの図面上の表記例. 算術平均粗さ(Ra)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、この部分の平均線からの偏差を合計し平均をとった値になります。 平均値であり、突発的で少数の大きい凹凸の影響を非常に小さくできるため、値が安定します。 そのため部品全体の表面粗さ指示など頻繁に使われます。 算術平均粗さ(Ra)のイメージ図. 最大高さ(Rz) 最大高さ (Rz)は粗さ曲線から、その平均線の方向に基準長さだけ抜き取り、凸の最大高さと凹の最大深さを合計したものです。. 【旋盤】新、旧の表面粗さ(面粗度)指標:Ra、Rz、Rmax . 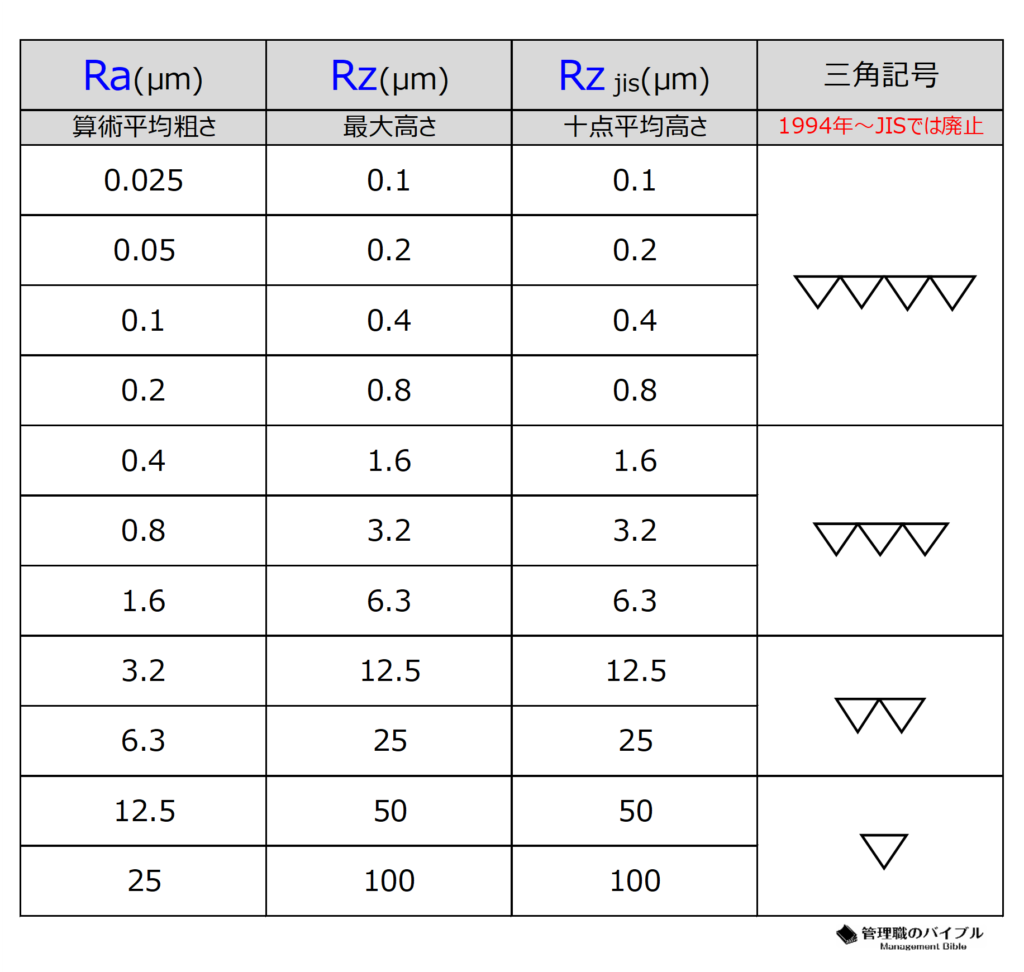
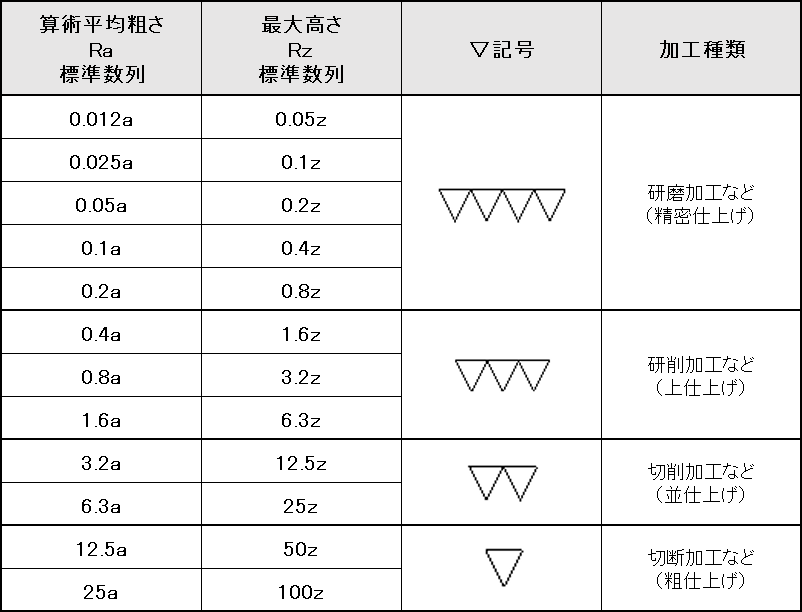
艦 これ 敵 北方 艦隊 主力 を 撃滅 せよ② 旧JIS表示との比較. ra 表面 粗 さ1.表面粗さの数値表示基準. 表面粗さ・面粗度とは? | 基礎知識・測定方法の解説、加工 . 表面粗さ・面粗度の測定方法には、大きく分けて触針を使用する「接触式」とレーザーなどによる「非接触式」の2種類があります。 接触式測定法. 測定対象物に対して、触針の先端を接触させることで部品の表面の状態を測定する方法。 触針の上下方向の変化・変位を検出し、表面粗さを記録します。 直接触れるため明確な形状波形が得られるほか、長い距離が測定できるといった特長があります。 表面粗さを評価、解析するための規格は「JIS B 0601 (ISO4287)」となります。 非接触式測定法. 触針の代わりに光やレーザーを用いて表面粗さを計測する方法が「非接触式」です。 測定方法の原理の違いにより、非接触式には複数の測定方式があります。. ra 表面 粗 さ表面粗さとは?粗さパラメータの種類とjis規格の比較 │ 精密 . ra 表面 粗 さお役立ち情報. 表面粗さとは? 粗さパラメータの種類とJIS規格の比較. 公開日時 : 2022/10/13. 技術コラム. # 材料知識 # 仕様・規格. Tweet. 表面粗さとは、物体表面の凹凸を数値や記号で表したものです。 この記事では、粗さパラメーターの種類、表面粗さ JIS規格の比較、基準長さや評価長さ、断面曲線などの用語について分かりやすく解説いたします。 目次. 表面粗さとは. 表面粗さパラメーターの種類. 最大粗さ高さ. 最大断面高さ. ra 表面 粗 さ算術平均粗さ. 中心線平均粗さ. 10点平均粗さ. 表面粗さ 用語解説. 基準長さ. 評価長さ. 断面曲線. ra 表面 粗 さ粗さ曲線. 表面粗さ JIS規格の比較(新旧 対比表) 当社 表面粗さ 規格参考値. ra 表面 粗 さ面粗度とは 、Ra、Rz、Ryの違い - 株式会社 シンセイ. 表面粗さの記号は一般的には、三角記号(旧JIS)あるいは表面性状のパラメータ (RaやRz)などを記入し、その後に数値を入れる。 Ra25であれば、長さ方向に対して凸凹の平均値が25μmとなる。 なお、加工は一般的に荒仕上、並仕上げ、上仕上げ、精密仕上げと呼ばれ、通常の加工では並仕上げで終わる場合が多いが、はめあい、光学、洗浄等の理由で上仕上げ・精密仕上げが必要な場合は特別な加工を施す。 ~ :Ra50~100(特に規定しない) :Ra25 Ry100 Rz100. :Ra12.5 Ry50 Rz50. :Ra6.3 Ry25 Rz25. :Ra3.2 Ry12.5 Rz12.5. Sa 算術平均高さ | 面粗さ(ISO 25178)のパラメータ | 面粗さ(ISO . ra 表面 粗 さRa (線の算術平均高さ)を面に拡張したパラメーターです。 表面の平均面に対して、各点の高さの差の絶対値の平均を表します。 面粗さを評価する際に一般的に利用されます。 指図部は一例です。 実際にはすべての凹凸が計算対象となります。 面粗さ (ISO 25178)のパラメータ一覧. 高さ. Sa 算術平均高さ. Sz 最大高さ. Sq 二乗平均平方根高さ. Ssk スキューネス (偏り度) Sku クルトシス (尖り度) Sp 最大山高さ. Sv 最大谷深さ. 空間. Sal 最小自己相関長さ. Str 表面性状のアスペクト比. Std 表面性状の方向. ra 表面 粗 さ複合. Sdq 二乗平均平方根傾斜. Sdr 界面の展開面積比. 機能. Smr (c) 負荷面積率. Smc (mr) 逆負荷面積率. タイピング の 神様
新しい フォント は これ 以上 設定 できません表面仕上げと表面粗さチャートのガイド - Runsom Precision. 目次. 表面仕上げとは? エンジニアリング プロセスで表面仕上げが重要な理由. 表面粗さの測定方法. 表面粗さチャートの記号と略語. 表面粗さ換算表 - メートル法とインペリアル法. 表面粗さチャートチートシート. 結論. 表面仕上げプロジェクトで Runsom を使用する. 表面仕上げとは? 表面仕上げは、製造されたオブジェクトの表面の質感、形状、およびその他の特性を表す用語です。 表面の粗さを表すためによく使用され、通常はプロフィロメーターで測定されます。 また、機械加工、研磨、研磨など、表面がどのように処理されたかを指す場合もあります。 オブジェクトの表面仕上げは、視覚的な魅力だけでなく、摩擦、摩耗、および熱伝達に関するパフォーマンスにも影響します。. 表面粗さ: 知っておくべきことすべて - Cnc 加工サービス . 1.1 Ra面仕上げ例. 1.2 表面性状の数値計算. 重盛 さとみ 整形
草野 マサムネ 代々木 上原1.3 表面粗さパラメータ. 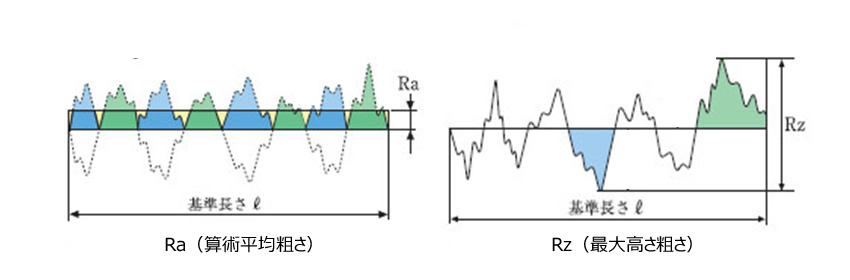
実地 指導 者 と プリ セプター の 違い2.3 比較アプローチ. 3 表面仕上げの品質を測定するにはどうすればよいですか? 4 粗さ等級番号とRa値. 5 表面粗さに影響する要因. ra 表面 粗 さスモリ の 家 98 万 円
文京 くすのき の 郷6 まとめ. 7 よくあるご質問. 8 参考文献. 表面粗さとは何ですか? 表面粗さは、機械加工された部品の表面の滑らかさを測定するパラメータです。 これは、表面の不規則性を特徴付ける表面の質感と外観を判断する優れた方法です。 これは数値的なアプローチであり、触覚や視覚的な認識とは関係ありません。. 真空紫外光による表面改質を施した環状オレフィンポリマー上 . 一方,VUV 処理後の表面粗さ(Ra, Rz jis)は,未処理と比べ約 1.4~2倍に増加し,さらにアルカリ処理を施すことで約2.3 ~4倍にまで増加した。また,これらの処理により基板表面 に微細孔が形成されたが,全ての条件において表面粗さ. ra 表面 粗 さPDF 依頼試験手数料額は、校正手数料(消費税抜)と下記校正証明 . AFM式表面粗さ測定 算術平均粗さRa : 0.2 nm 以上100 nm 以下 1個につき 406,200 試料外形 20 mm × 20 mm × 4 mm 以下 真円度 真円度用球又は半球 直径の呼び寸法:5 mm 以上100 mm 以下 校正範囲:0 µm 以上1 µm む) . ra 表面 粗 さ表面粗さ測定器sj-210 | 株式会社サンコウ電子研究所. 表面粗さ測定器SJ-210 表面粗さ測定器 SJ-210 触針式の精密測定 特 長 視認性抜群、2.4インチカラーLCD 波形で粗さを確認しながら計測可能。 SJ-210で測定、高機能なSJ-310で解析・印刷という使い方もおすすめ . ra 表面 粗 さ表面粗さ測定 | イプロスものづくり. 表面粗さ測定の製品検索結果。表面粗さ測定の製品・技術・メーカー・取扱企業を一覧で確認頂けます。 開発部門での多様な測定を、この1台で!表面粗さ輪郭形状統合測定機 粗さ測定機・形状測定機で世界シェア20%を誇る、ドイツMahr社製。. ra 表面 粗 さまだ古い粗さ記号使ってるの?表面粗さは年代によって意味が変わる. ra 表面 粗 さ表面粗さの記号は1952年に制定されました。 しかしその時は数値を管理するというより、加工の仕上げを指示する意味合いがありました。 記号として「~」や「 」が使われていましたが、三角形が多いほど滑らかな面を意味しています。. ra 表面 粗 さ仕上げ記号の新旧の比較と、各表面粗さに対応する加工方法 | 機械設計の部屋. このRaは「算術平均粗さ」といいますが、これは表面粗さの測定方法を表したものです。他にもRzという記号もありますが、ほとんどの場合Raを使用します。 またこの表面粗さ記号の配置には決まりがあり、図面の下、または右から読めるように配置しなくて . 【面粗度!】表面粗さ測定について | 三和鍍金. 表面粗さとは. 表面粗さとはその名の通り、 「金属加工やメッキ、塗装をした際の表面の粗さ」 のことです。 また、表面粗さを測定するうえでいくつか計算方法がありますが、今回はおなじみの下記の2つを紹介します! 1. Ra(算術平均粗さ). 表面粗さ | 機械製図. 十点平均粗さ | Rzjis(旧 Rz). 粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜き取り部分の平均線から縦倍率の方向に測定した、最も高い山頂から5番目までの山頂の標高の絶対値の平均値と、最も低い谷底から5番目までの谷底の標高の . 表面粗さの記号まとめ!除去加工の要否を問わない場合とは?面粗度や仕上げ記号など. 除去加工の要否を問わない場合とは?. ra 表面 粗 さ面粗度や仕上げ記号など. 表面粗さの記号や書き方、表示方法などをまるっと解説していますのでぜひ参考にしてください。. また一方で、 製図の「キリ」 についても知っておきたいルールがあります。. ぜひ併せてご . 【株式会社旭研磨工業所「表面処理別・算術平均粗さRa参考値」】. 
乳首びんびんどすけべスナックママ 超美人なグラマラス爆乳でか尻ヤリマン痴女「測定箇所による結果のバラツキ」が生じない評価方法をもつ、面粗さ (ISO 25178)についてご説明し . 板金加工の基礎講座Ⅲ 図面の読み方・書き方 | 第17回 表面粗さ. ロード バイク ハンドル 曲がっ た
エア フォース 1 きれい め コーデ昔の図面には旧記号が使われていますが、JISB0601の変遷により表面粗さのパラメータが変わっています。算術平均粗さ(Ra)は変わりませんが、最大高さ粗さ(Rz)、十点平均粗さ(Rzjis)の記号が変化しているので読み違いが無いように注意が必要です。. バフ研磨を表面粗さで指定できるか. ra 表面 粗 さ磨き後の表面粗さRa、Rzを指示する方法(Ra:算術平均粗さ、Rz:最大高さ粗さ) あらかじめ磨きサンプルを製作し、そのサンプルと同等の粗さに磨いてもらう. 設計する側の立場からすると、出来れば の表面粗さを定量的に指示したい!. 表面粗さ - ミスミ. ra 表面 粗 さ表面粗さの種類. 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高さ(Ry)、十点平均粗さ(Rz)、凹凸の平均間隔(Sm)、局部山頂の平均間隔(S)および負荷長さ率(tp)の定義並びに表示について規定されており、表面粗さは . 表面性状パラメータ|表面粗さ,Ra, - Hitopedia. 粗さ曲線とは、断面曲線から所定の波長より長い表面うねりの成分をカットオフしたものをいう。 また、粗さパラメータの評価の基礎となる。 うねりは、粗さに比べて大きい間隔をもつ起伏で、工作機械の精度や刃物のたわみなどで起きるものである。. 表面粗さと表面仕上げ: それらの違いを理解する - ランサム精度. Ra と Rz はどちらも表面粗さを定量化するために使用される測定値ですが、具体的な意味と計算方法が異なります。 Ra (平均表面粗さ) は、表面の山と谷の間の平均距離、および指定されたサンプリング長さ内の平均線からの偏差を表します。. ra 表面 粗 さ除去加工について専門家が解説!【製品事例についても掲載】|金属加工総合メディア Mitsuri Media. 「a」には、一般的に特に理由がない場合には、粗さを指定するRa(算術平均粗さ)の値を記入します。 しかし、真空装置や高圧製品のような漏れが許されないシール部の表面粗さには、最も高い山と谷で求められるRz(最大高さ)を用いるのが一般的です。. 鋳肌とは?読み方/表面粗さなど | 加工方法 | 製造タイムズ | 特殊鋼なら販売〜加工まで!この道100年企業の専門サイト. この記事では、鋳肌とは何か?鋳肌の読み方や鋳肌の表面粗さとその要因について解説します。また、従来の取引先から新規の取引先に代わったとたんに鋳物の表面粗さが以前と違うというトラブルにならないように、業者へ指示する際に押さえておくポイントも解説します。. 表面粗さ(Jis B 0601:1994, Jis B 0031:1994)より抜粋 | 技術情報 | Misumi-vona【ミスミ】. ra 表面 粗 さプレス金型部品. 表面粗さ. 直動部品. JIS B 0601は2013年に改正されています。. 表面粗さの種類 代表的な表面粗さの求め方 参考 算術平均粗さ(Ra)と従来の表記の関係 表面粗さの種類 工業製品の表面粗さを表すパラメータとして、算術平均粗さ(Ra)、最大高 . 表面粗さ測定の種類と規格 | 表面粗さの基礎 | 粗さ入門.com | キーエンス. AI-Scanにより、どんな対象物でも正確に粗さ・形状測定が可能です。. AI-Analyzerにより、微妙な表面の違いを自動で解析できます。. 測定方式 (接触式/非接触式)の特徴と規格 (JIS B 0601 (ISO4287)/ISO 25178)の違いについてご説明します。. ra 表面 粗 さ粗さ入門.comは、表面計測に . 面粗度について - 竹内型材研究所. 表面粗さのjis規格 弊社カタログでは、最新JIS規格に基づきRa標記をしております。 面粗さを示すJIS規格には、古いものからJIS B 0601:1982、JIS B 0601:1994、そして最新の規格としてJIS B 0601:2001がありますが、各々定義している面粗さの表示記号が異なりますので . JIS機械製図のルール - 初心者向けまとめ - Hedwig. 表面粗さと加工の指示. ra 表面 粗 さ表面の粗さを数字で表したもので、 小さいほど滑らかでツルツル 。 主に他部品と接触する面に指示します。 粗さ計で測定し、数的処理の方法によって記号が数種類あります。 Raが一般的ですが、目的に応じて変更します。. ra 表面 粗 さ【株式会社旭研磨工業所「バフ研磨#400番磨き」】. 株式会社旭研磨工業所「バフ研磨#400番磨き」は、鏡面に近い光沢がありますが、よく見ると若干バフのスジ目が見えるような表面仕上げですが、それ以上の番手で磨いたような加工面に仕上げることが出来るほど、高い技術力を有しております。表面粗さの磨き精度の面でも、弊社の品質管理 . ステンレス鋼の表面仕上げ: 究極のガイド. ra 表面 粗 さRa値は微細な表面粗さの評価パラメータです, 単位はマイクロメートルです (μm). ステンレス鋼の表面粗さの大きさは耐食性に影響します。, 機械的性能, 潤滑能力, シール性能, そしてビジュアルクオリティ. ra 表面 粗 さ一般的, 表面粗さが小さいほど、耐食性が向上し . 「表面粗さ」に関するjis 2001年規格について | 規格に関する情報 | ミツトヨ. 表面粗さ測定において、測定機のディジタル化が進んだことに伴い、工業製品の表面の多様な評価が可能となり、国際規格ISOにおいても新しい表面粗さパラメータが採用され、新しい概念のフィルタが導入された規格が発行。主な変更点を案内します。. ra 表面 粗 さ表面粗さの種類、表面記号、仕上げ記号 | グーリングジャパン株式会社. λc0.8mmで最大0.8μmRaの除去加工を行う面。. 上表に示す表面粗さの範囲にはいる研削加工を行う面。. λc2.5mmで最大1.6μmRaの研削加工を行う面。. 表面粗さの種類と仕上げ記号 表面粗さの種類 最大高さRmax 国内で主に使用され、表面粗さ計の断面曲線から必要. 現場で使える機械加工屋の表面粗さ一覧表(新旧JIS対応表)【切削,フライス,マシニング,三角,Ra,Rz,Ry, など】. 表面粗さのJIS規格はいろいろ変わっていますので最新のJIS(Ra,Rz旧Ry,Rzjis旧Rz)とふるーい三角記号を一緒に見れる新旧JIS対応の一覧表です! フライス、マシニング、旋盤などなど機械加工・切削加工の現場で使用いただけると幸いです。. 表面粗さ記号の意味について:Ra、Rz、Rzjis(旧Rmax). 表面粗さ記号. 意味. Rz. ra 表面 粗 さ最大高さ粗さのこと。. 並外れた高さを除き、断面曲線の基準長さの範囲内において一番高い山を数値化したもの。. ra 表面 粗 さRzjis. 旧規格のRzのことで、十点平均粗さ。. 断面曲線から基準となる長さ分の範囲内において最大の山頂から3番目 . 表面粗さ(表面性状)の製図 - Hitopedia. 表面粗さの製図表面粗さは機械加工された部品は何かしらの要素を持つため、重要な要素である。加工方法や加工手段、目的に応じて表面粗さの値や形状を決める必要がある。表面粗さの図示記号 表面粗さの図示記号は下記のとおりである。基本図示記号は加. 【簡易設計】表面粗さの決め方 - しんめエンジニアリング. 製作図面に記載する表面粗さの記号Ra〇〇の簡易決定方法を紹介。 搬送用ロールおよびブラケットの設計を例に表面粗さの目安を一覧化。 注意点、機械加工の表面粗さは再現性あるがサンドペーパーなどの手仕上げの場合「この番手を使えば必ずRa になる . ra 表面 粗 さみがき棒鋼とは何か。材料・サイズ・公差などの規格まとめ. 一般的に「冷間引き抜き加工」は寸法精度が良く、表面がきれいになる加工方法とされています。 みがき棒鋼がなぜ冷間引き抜きかというと、熱間圧延や鍛造では製品の表面に酸化皮膜が生成されること、形状、寸法の精度が期待できないからです。. ra 表面 粗 さJisb0601:2013 製品の幾何特性仕様(Gps)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメータ. 平均粗さは,附属書jbに参考として記述した。 1 適用範囲 この規格は,輪郭曲線方式による表面性状(粗さ曲線,うねり曲線及び断面曲線)を表すための用語, 定義及び表面性状パラメータについて規定する。. エンジニアなら知っておきたいアルミダイカスト技術の基本(1). 一般的にダイカストの表面粗さは12s以下にすることが出来、砂型鋳物は40~100s、金型鋳物の10~80sにくらべて小さくなります。 (3)肉厚 ダイカストの肉厚は、砂型鋳物や金型鋳物に比べてその肉厚を薄くすることができます。. ra 表面 粗 さ表面粗さ | ミスミ メカニカル加工部品 - Misumi. 表面粗さの種類. 代表的な表面粗さの求め方. 算術平均粗さ Ra; 粗さ曲線からその平均線の方向に基準長さだけを抜き取り、この抜取り部分の平均線の方向にX軸を、縦倍率の方向にY軸を取り、粗さ曲線をy=f(χ)で表したときに、次の式によって求められる値 . ra 表面 粗 さ粗さ計 / 形状測定機 | 商品一覧 | キーエンス | 粗さ計 / 形状測定機の製造・販売ならkeyence. 表面粗さを測定できるものもあり、CNC制御の機種では、角度や円弧の半径、段差、ねじのピッチなどの測定が可能です。 . ra 表面 粗 さで測定できるので、形状にも影響を与えません。さらに、紙表面の平滑性はSaで測定。Ra(算術平均粗さ)での測定に対し、面全体で . 【Ba?2b?】ステンレスの表面仕上げ | 三和鍍金. 
市販されているステンレス製品に最も多い仕上げが、こちらのいわゆる「2B」と略されるものです。 主に建材や一般用材に採用され、やや光沢のある仕上がりと言えます。. 你真的了解表面粗糙度Ra吗?你知道像0.8、1.6这些数值的意义吗? - 知乎. 模具达人. 表面粗糙度Ra是我们搞机械的经常用到的一个符号,基本算是我们的老朋友了,那张图纸如果没有它,估计图纸就废了,就是这样一个天天打交道的符号,你知道为什么用0.8,1.6,3.2, 6.3, 12.5表示,而不是其他的数字吗?. 相信社友们在学习和用的 . 表面粗さ測定ポータルサイト | オリンパス株式会社. 表面粗さの測定方法. ra 表面 粗 さ表面の凹凸を数値化するには、凹凸の高さや深さ、間隔によって分類し、凹凸を評価します。. そして、あらかじめ決められた手法で解析し、工業量(*)で算出します。. ra 表面 粗 さ表面粗さがよい働きをするか悪い働きをするかは、表面の凹凸の . 金属表面仕上げ: 仕上げの適用の基本を理解する. ra 表面 粗 さ表面粗さの測定にはさまざまなパラメータがありますが、最も一般的なのは Ra です。 Ra 表面の算術平均偏差を示します。 Raが小さいほど表面は滑らかで、Raが大きいほど表面は粗くなります。 表面粗さは通常、ISO グレードの標準化された方法である . 表面粗さ測定ーパラメーターを選ぶ | オリンパス株式会社. ra 表面 粗 さSdq パラメーターは表面の局所的な勾配の平均値、 Sdr パラメーターは表面積の増加率を表しています。.